Vad är en kartongmaskin och vad gör den?
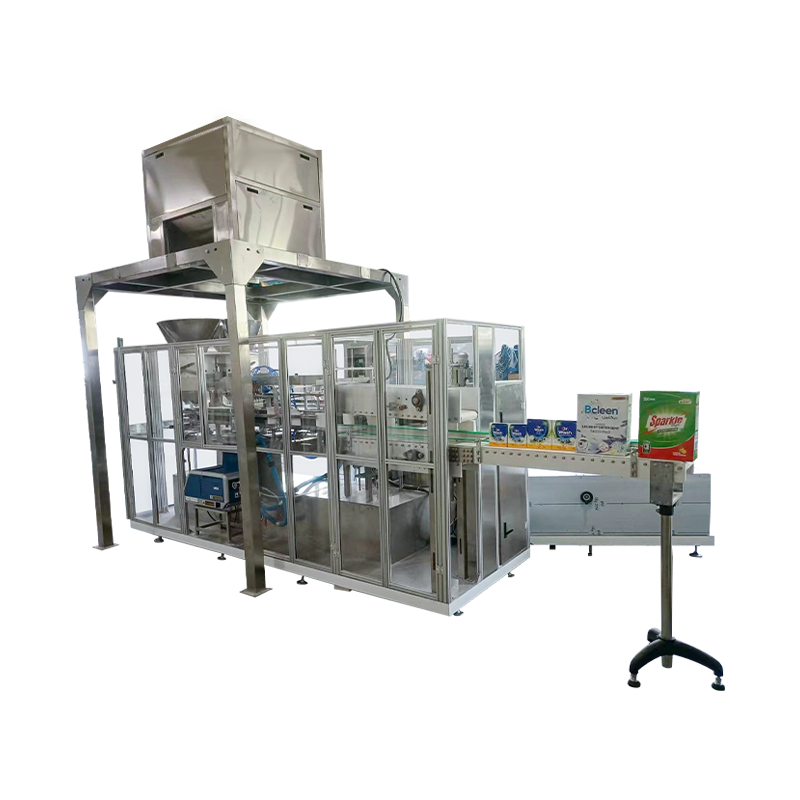
En kartongmaskin - även kallad kartongmaskin, kartongförpackningsmaskin eller kartonguppsättnings- och fyllningsmaskin - är en automatiserad förpackningsutrustning som tar plattvikta kartongämnen, sätter upp dem i öppna lådor, fyller dem med produkt och stänger och förseglar dem redo för nedströmsmärkning, kartongförpackning eller transport. Hela sekvensen – kartongmontering, produktinsättning, flikvikning och försegling – utförs automatiskt med hastigheter från några dussin till flera hundra kartonger per minut beroende på maskintyp och konfiguration.
Kartongmaskiner sitta i hjärtat av sekundära förpackningslinjer inom ett stort antal industrier. Läkemedelstillverkare använder dem för att förpacka blisterförpackningar, flaskor och flaskor i vikbara kartonger. Livsmedelsproducenter använder dem för att förpacka spannmål, kex, frysta måltider och konfektyr. Kosmetika och personliga vårdföretag använder dem för krämer, serum och hårvårdsprodukter. I alla fall tar kartongmaskinen på sig det arbetsintensiva, repetitiva arbetet med att forma och fylla kartonger som annars skulle kräva ett stort antal manuella packningsoperatörer – vilket förbättrar hastigheten, konsistensen, hygienen och kostnadseffektiviteten samtidigt.
Moderna kartongförpackningsmaskiner är mycket konfigurerbara och kan rymma en mängd olika kartongstorlekar, produkttyper, förslutningsstilar och linjehastigheter. Många integreras sömlöst med uppströms fyllning eller primär förpackningsutrustning och nedströms kontrollvågar, metalldetektorer, etikettapplikatorer och höljeförpackare för att bilda helautomatiska förpackningslinjer med minimal mänsklig inblandning.
Hur en kartongmaskin fungerar: steg-för-steg-processen
Trots mångfalden av konstruktioner och konfigurationer som finns, involverar kärnprocessen som följs av de flesta kartongmaskiner samma grundläggande sekvens av operationer. Att förstå denna sekvens hjälper till att klargöra varför olika maskindesigner är lämpade för olika produkter och kartongstilar.
Kartongmagasin och blankmatning
Plattvikta kartongämnen laddas i ett magasin - en stor behållare eller ställ som rymmer en mängd ämnen som är korrekt orienterade för automatisk matning. En sugkopp eller ett mekaniskt plocksystem drar ut ett ämne i taget från magasinet och överför det till maskinen. De flesta maskiner inkluderar sensorer för att upptäcka låga blanknivåer och utlösa en varning innan magasinet tar slut, vilket gör att operatören kan ladda om utan att stoppa linjen. Vissa höghastighetsmaskiner inkluderar automatiska ämnesinmatningssystem som kontinuerligt fyller på magasinet från en bulkförsörjning utan manuellt ingripande.
Kartonguppställning och öppning
Det platta ämnet öppnas från sitt vikta tillstånd till en tredimensionell rektangulär låda med hjälp av en kombination av sugkoppar, formstyrningar och mekaniska plogar. Detta är ett av de mest mekaniskt exakta stegen i processen — kartongen måste vara helt kvadratisk och korrekt orienterad innan produkten sätts in. Felaktigt monterade kartonger orsakar produktstopp, felfyllningar och förseglingsproblem nedströms. Den resta kartongen överförs sedan till en kartongbärare eller kedjetransportör som håller den på plats medan den färdas genom maskinens efterföljande steg.
Produktladdning och insättning
Produkten sätts in i den öppna kartongen antingen från änden (ändlastmaskiner) eller från toppen (topmatade maskiner). I ändladdade kartonger skjuter en påskjutare eller robotarm produkten horisontellt in i den öppna änden av kartongen. I toppmatade maskiner tappas, placeras eller sänks produkten vertikalt i den öppna toppen av kartongen. Produktlastningssystemet är den mest applikationsspecifika delen av maskinen – olika produkttyper kräver olika inmatningstransportörer, grupperingssystem och införingsmekanismer. Broschyrer, instruktioner eller dospåsar kan infogas automatiskt bredvid produkten i detta skede med hjälp av dedikerade broschyrinläggsenheter.
Klaffvikning och stängning
När produkten väl har satts in stängs den eller de öppna ändarna av kartongen genom att vika kartongflikarna i sekvens. Mekaniska plogar och vikstyrningar viker de mindre och större flikarna i rätt ordning, och förslutningen stoppas antingen in (instoppningsfliken på den inre fliken låses under ytterfliken utan lim) eller limmas (smältlim appliceras på flikarna innan de pressas ihop och hålls under tryck under limningen). Tuck-end-förslutningar är snabbare och kräver inget självhäftande system, men limmade förslutningar ger en mer manipuleringssäker och strukturellt säker tätning - valet mellan dem beror på produkten, kartongens design och eventuella regulatoriska krav på manipuleringsbevis.
Kartong tömning och avslag
Färdiga, förseglade kartonger släpps ut på en utmatningstransportör för överföring till nedströmsutrustning. De flesta moderna kartongmaskiner har visionsystem eller sensorer som verifierar kartongfyllning, förslutningsintegritet och broschyrens närvaro vid utmatningsstället. Kartonger som inte klarar någon av dessa kontroller omdirigeras automatiskt till en avvisningsränna, vilket förhindrar att förpackningar som inte uppfyller kraven når konsumenten. Avvisningsdata loggas för kvalitetsposter, och upprepade avslag av samma typ utlöser ett larm för att få operatören att undersöka grundorsaken.
Typer av kartongmaskiner: ändlast vs topplast
Den mest grundläggande skillnaden mellan typer av kartongmaskiner är riktningen från vilken produkten kommer in i kartongen - från slutet (horisontellt) eller från toppen (vertikalt). Denna enda skillnad har betydande konsekvenser för vilka produkter som kan förpackas, hur produktinmatningen måste ordnas och vilka kartongstilar som är kompatibla med varje maskintyp.
Horisontella ändlastade kartongmaskiner
I en horisontell eller ändladdad kartongmaskin går kartongen horisontellt genom maskinen på sin sida, och produkten förs in horisontellt genom en öppen ände. Detta är den vanligaste konfigurationen för läkemedelsförpackningar, där blisterförpackningar, tuber, flaskor och flaskor trycks in i kartongen av en tryckplatta. Den horisontella orienteringen håller kartongen stabil och gör det enkelt att sätta in produkter med konsekventa dimensioner och form. Ändladdade kartonger är mycket kompatibla med inline-produktinmatningssystem - produkten flödar kontinuerligt från uppströmsutrustning i en linje, grupperas till rätt antal och skjuts in i kartongen i en enda jämn rörelse. Hastigheterna på högpresterande läkemedelskartonger kan nå 300–500 kartonger per minut på kontinuerliga maskiner.
Vertikala topplastade kartongmaskiner
I en vertikal eller toppmatad kartongmaskin hålls kartongen upprätt med dess övre del öppen och produkten laddas uppifrån. Den här konfigurationen är bättre lämpad för produkter som inte lätt kan skjutas horisontellt - ömtåliga föremål som choklad, kex och kakor som skulle gå sönder under tryck på tryckplattan; oregelbundna eller mjuka produkter som färska bakverk eller påsar; och produkter som noggrant måste staplas eller arrangeras i specifika riktningar i kartongen. Topplastade kartonger använder ofta robotlastningssystem – delta- eller SCARA-robotar utrustade med vision-styrda plocka-och-placeringshuvuden – för att hantera produkten varsamt och exakt. Även om det i allmänhet är något långsammare än höghastighetsslutlastmaskiner för enkla produkter, erbjuder topplastade kartongmaskiner större flexibilitet för komplexa lastningsmönster.
Intermittent kontra kontinuerliga rörelsekartonger
Inom både änd- och topplastkategorier kan kartongmaskiner använda antingen intermittent rörelse eller kontinuerlig rörelse. Maskiner med intermittent rörelse stoppar varje kartong tillfälligt vid varje station - montering, lastning, vikning, försegling - innan de indexerar till nästa position. Denna stopp-och-kör-åtgärd gör den mekaniska timingen enklare och ger mer tid för varje operation, men begränsar maximal hastighet och ökar det mekaniska slitaget från de upprepade start-stopp-cyklerna. Kontinuerliga rörelsemaskiner håller kartongerna i rörelse smidigt under hela processen, där varje driftstation rör sig synkroniserat med kartongen medan de utför sin funktion. Kontinuerlig rörelse möjliggör betydligt högre hastigheter och skonsammare hantering av kartongen, men kräver mer sofistikerad teknik. För utmatningar under cirka 100 kartonger per minut är intermittent rörelse ofta tillräcklig och mer kostnadseffektiv; över detta tröskelvärde föredras i allmänhet maskiner för kontinuerlig rörelse.
Kartongmaskinskonfigurationer efter förslutningstyp
Utöver skillnaden mellan slut- och topplast, kategoriseras kartongmaskiner också efter hur de stänger och förseglar kartongen. De två huvudsakliga förslutningsmetoderna - tuck-end och lim-seal - har olika implikationer för maskinens komplexitet, kartongdesignkrav och förslutningens lämplighet för olika applikationer.
| Funktion | Tuck-end stängning | Lim-Seal förslutning |
| Förseglingsmetod | Mekanisk tuckflik | Smältlim eller kalllim |
| Maskinens komplexitet | Nedre — inget limsystem behövs | Högre — kräver adhesiv applikator |
| Stängningssäkerhet | Måttlig — kan öppnas och stängas igen | Hög — manipuleringssäker, permanent |
| Typiska branscher | Läkemedel, kosmetika, mat | Mat, dryck, konsumtionsvaror |
| Krav på kartong | Exakt klippning och skärning av tuckflikar | Standardklaffar — enklare kartongdesign |
| Hastighetsförmåga | Mycket hög — ingen limhärdningstid | Hög — kort limsättningstid behövs |
| Återöppning | Ja – konsumenten kan stänga igen | Nej – måste rivas för att öppna |
Nyckelindustrier som förlitar sig på kartongmaskiner
Även om kartongmaskiner används inom praktiskt taget alla tillverkningssektorer för konsumentvaror, har flera industrier särskilt höga koncentrationer av kartonginstallationer och ställer de strängaste kraven på maskinprestanda, efterlevnad och flexibilitet.
Läkemedel och hälsovård
Farmaceutiska kartongmaskiner måste uppfylla de mest krävande reglerings- och kvalitetsstandarder för alla branscher. Överensstämmelse med GMP (Good Manufacturing Practice) kräver att alla ytor i kontakt med produkten och nära kontakt är lätta att rengöra och inspektera, att maskinen kan valideras för att uppvisa konsekvent prestanda och att full satsspårbarhet bibehålls. Farmaceutiska kartongförpackningar inkluderar vanligtvis 100 % kartongfyllningsverifiering (kontrollera att varje kartong innehåller en broschyr och korrekt antal blister eller flaskor), synkontroll av tryckt kartongtext inklusive batchnummer och utgångsdatum, och serialiseringsintegration för spår-och-spår-överensstämmelse enligt bestämmelser som EU FMD (Falsified Medicines-direktivet) och USA:s DSCSA-direktiv. Hastigheterna i farmakartonger varierar från 50 till över 400 kartonger per minut för fasta doseringsformer.
Mat och dryck
Tillämpningar för kartongning av livsmedel sträcker sig från höghastighetsfyllning av spannmålslådor med flera hundra kartonger per minut till noggranna konfektyrförpackningar som kräver skonsam produkthantering. Kartongmaskiner av livsmedelskvalitet måste vara tillverkade av rostfritt stål och livsmedelssäkra material i produktzoner och måste vara lätta att tvätta för att uppfylla hygienkraven. Kartonger för frysta livsmedel fungerar i kalla och fuktiga miljöer som ställer ytterligare krav på elektronik, smörjsystem och mekaniska komponenter. Många applikationer för kartongering av livsmedel kräver integrering av kontrollväggar omedelbart nedströms om kartongförpackningen för att verifiera fyllnadsvikten innan kartongen försluts - underviktiga förpackningar avvisas automatiskt innan de stängs.
Kosmetika och personlig vård
Förpackning av kosmetika involverar vanligtvis ett brett utbud av produktformer, storlekar och ömtåliga förpackningar (glasflaskor, pumpautomater, kompaktor) som kräver noggrann hantering. Den estetiska kvaliteten på den färdiga kartongen är ytterst viktig – veck, repor, vidhäftande blödningar eller felinställda flikar är oacceptabla på förstklassiga skönhetsförpackningar. Förpackningsmaskiner för kosmetika av högsta klass använder servodrivna axlar för exakt, skonsam hantering, skonsamt grepp snarare än hård fastspänning, och visionsystem som inspekterar kartongens utseende såväl som förslutningskvaliteten. Flexibilitet över ett stort produktsortiment är särskilt viktigt inom kosmetika, där nya produktlanseringar och säsongsvariationer skapar frekventa storleksbyten.
Hushållsprodukter och konsumtionsvaror
Tvättmedelskapslar, rakhyvlar, ljus, små elektroniktillbehör och otaliga andra konsumentvaror förpackas i vikbara kartonger på kartongmaskiner. Dessa applikationer prioriterar ofta hög genomströmning och maximal drifttid framför pharmas krav på precision och efterlevnad. Robusthet, lätt underhåll och snabb växling mellan flera SKU:er som vanligtvis hanteras på en enda linje är de viktigaste maskinvalskriterierna i detta segment.
Kartongmaskinens hastighet och utgång: vad siffrorna betyder
Maskinhastighet – uttryckt i kartonger per minut (CPM) – är rubrikspecifikationen för alla kartongmaskiner, men den kräver noggrann tolkning. Nominell hastighet är den maximala nominella hastigheten under idealiska förhållanden med en enda kartongstorlek som körs kontinuerligt. Den faktiska produktionseffekten är alltid lägre än den nominella hastigheten, eftersom den reduceras av planerade stopp (byten, rengöring, påfyllning av magasin), oplanerad stilleståndstid (mekaniska fel, pappersstopp, avvisningshändelser) och effektivitetsförlusterna som är inneboende i att köra flera produkttyper på en enda maskin.
Övergripande utrustningseffektivitet (OEE) – produkten av maskintillgänglighet, prestanda och kvalitetsgrad – är det mer meningsfulla måttet på en kartongmaskins verkliga produktivitet. En maskin med en nominell hastighet på 200 CPM men en OEE på 65 % levererar samma faktiska effekt som en maskin med 130 CPM med en OEE på 100 %. När du utvärderar maskiner, be leverantörer om OEE-data från jämförbara referensinstallationer istället för att enbart fokusera på den nominella hastighetssiffran. För de flesta välskötta produktionsanläggningar anses OEE-mål på 80–85 % för kartonglinjer uppnås; verksamhetsmål i världsklass 90 % och mer.
Viktiga specifikationer att jämföra vid utvärdering av kartongmaskiner
När du bedömer kartongmaskiner för inköp kommer en strukturerad jämförelse mellan följande specifikationer att avslöja skillnaderna mellan modeller och leverantörer som betyder mest för din specifika tillämpning.
- Kartongstorleksintervall: De minsta och maximala kartongmåtten maskinen kan hantera i varje axel (längd, bredd, höjd). Se till att hela ditt utbud av nuvarande och planerade kartongstorlekar faller inom maskinens justeringsintervall och att justeringen mellan storlekarna kan göras utan alltför långa stillestånd.
- Bytestid: Tiden som krävs för att byta från en kartong/produktstorlek till en annan, inklusive justering av mekaniska guider, byte av formatdelar och validering av den nya installationen. I miljöer med hög SKU med frekventa storleksbyten har bytestid en enorm inverkan på tillgänglig produktionstid. Verktygslösa formatdelar utan verktyg och servodrivna storleksjusteringar minskar växlingstiden avsevärt jämfört med skruvjusterade mekaniska system.
- Drivsystem — mekanisk kam vs. servo: Äldre och billigare kartongmaskiner använder mekaniska kamdrivna system där alla rörelser är sammanlänkade av en gemensam kamaxel. Servodrivna maskiner ersätter de flesta eller alla kammar med individuellt styrda servomotorer, vilket ger mycket större flexibilitet, enklare storleksjustering, skonsammare produkthantering och enklare elektronisk omställning. För applikationer som kräver hög flexibilitet och frekventa byten är servodrivna kartongmaskiner starkt att föredra trots deras högre initiala kostnad.
- Produktinmatning och grupperingssystem: Utformningen av produktinmatningen - hur produkterna särskiljs, räknas, grupperas och levereras till kartongens lastningsposition - måste matchas med de specifika produktens egenskaper. Blisterförpackningar, flaskor, tuber, påsar och ömtåliga föremål kräver alla olika inmatningssätt. Utvärdera om leverantören har visat erfarenhet av din specifika produkttyp och vilken flexibilitet som är inbyggd i inmatningen för hantering av produktvariation.
- Inspektion och avslagssystem: Förstå vilka kontroller som utförs på varje kartong före tömning - närvaro av produkt, verifiering av bipacksedelns införande, kartongförslutningsintegritet, utskriftsinspektion - och vad den falska avvisningsfrekvensen är. Ett system med en mycket låg andel falska avvisningar minskar produktsvinnet och linjestopp; ett system som missar äkta defekter skapar kvalitetsproblem nedströms.
- HMI och styrplattform: Operatörsgränssnittet ska vara tydligt, intuitivt och kunna visa feldiagnostik, produktionsstatistik och recepthantering för olika produktformat. Ett väldesignat HMI minskar utbildningstiden för operatören, påskyndar felsökningen och gör omställningshanteringen enklare. Kontrollera om styrplattformen är baserad på ett PLC- och SCADA-system som stöds av många, för vilket lokal ingenjörsexpertis och reservdelar finns tillgängliga.
- Connectivity and Industry 4.0-beredskap: Moderna kartongmaskiner bör erbjuda OPC-UA eller motsvarande dataanslutning för integration med tillverkningsexekveringssystem (MES), plattformar för företagsresursplanering (ERP) och övergripande linjeövervakningssystem. Produktionsdata i realtid, felloggning och förutsägande underhållsvarningar är allt vanligare förväntningar på nya utrustningsinstallationer.
Automatiska kontra halvautomatiska kartongmaskiner
Inte varje produktionsmiljö kräver en helautomatisk kartongmaskin. Halvautomatiska kartongmaskiner utför vissa steg automatiskt - vanligtvis kartongmontering och stängning - samtidigt som de kräver att en operatör manuellt placerar produkten i den öppna kartongen. De är en praktisk och kostnadseffektiv lösning för mindre volymer, nystartade företag, pilotproduktion och produkter som är för komplexa eller ömtåliga för automatiserad lastning.
Halvautomatiska kartongmaskiner arbetar vanligtvis med 10–40 kartonger per minut, kräver en eller två operatörer vid lastningsstationen och kostar betydligt mindre än helautomatiska maskiner med motsvarande utmatningshastighet. Deras relativt enkla mekaniska design innebär också lägre underhållskrav och enklare förarutbildning. Avvägningen är högre arbetskostnad per kartong och variationen som är inneboende i manuell produktplacering - inriktning, orientering och insättningskonsistens beror på operatörens skicklighet och uppmärksamhet.
Helautomatiska kartongmaskiner eliminerar operatören helt vid lastningsstationen, och ersätter manuell insättning med mekaniska påskjutare, plocka-och-placera-robotar eller kontinuerliga lastningssystem. De är ekonomiskt motiverade när produktionsvolymer, arbetskostnader eller hygienkrav gör manuell lastning opraktisk. Inom läkemedelsproduktion kräver regulatoriska krav för kontamineringskontroll ofta helt automatisk lastning även vid relativt blygsamma produktionshastigheter.
Vad du ska kontrollera innan du köper en kartongmaskin
Att köpa en kartongmaskin är en betydande kapitalinvestering med långsiktiga konsekvenser för produktionskapacitet och flexibilitet. Följande checklista täcker de viktigaste stegen för due diligence innan du förbinder dig till en leverantör och maskinspecifikation.
- Fabriksgodkännandetest (FAT): Kräv alltid en fullständig FAT på leverantörens anläggning innan maskinsändning, kör med dina faktiska kartonger och produkter. Verifiera att alla specificerade hastigheter, växlingstider, avvisningsprestanda och inspektionsfunktioner uppfylls under realistiska driftsförhållanden. Eventuella problem som identifieras hos FAT är mycket billigare och snabbare att lösa hos leverantören än efter installation.
- Referenswebbplatsbesök: Be om referenser från kunder som kör liknande produkter, kartongtyper och linjehastigheter på samma maskinmodell. Ett platsbesök på en fungerande installation avslöjar verkliga prestanda, tillförlitlighet, underhållskrav och operatörsupplevelse som ingen broschyr eller FAT helt kan replikera.
- Reservdelstillgänglighet och ledtider: Identifiera de kritiska reservdelarna - de vars fel skulle stoppa linjen - och bekräfta att de hålls i lager av leverantören eller en närliggande distributör med korta ledtider. För maskiner med långa produktionsserier, överväg att ha viktiga reservdelar på plats för att minimera risken för stillestånd från oväntade komponentfel.
- Service och supportnätverk: Bekräfta att leverantören har serviceingenjörer som kan nå din anläggning inom en acceptabel svarstid. Fjärrdiagnosfunktion – där leverantören kan ansluta till maskinens PLC på distans för att diagnostisera fel – minskar avsevärt stilleståndstiden för mjukvaru- och inställningsrelaterade problem och är ett alltmer standarderbjudande från välrenommerade leverantörer av kartongmaskiner.
- Framtidssäkrande och uppgraderingsväg: Fundera på om maskinen kan uppgraderas för att hantera ytterligare kartongstorlekar, högre hastigheter eller nya inspektionssystem när din verksamhet växer. Modulära maskinarkitekturer som tillåter framtida uppgraderingar är mer värdefulla på lång sikt än maskiner med fast design som inte erbjuder någon uppgraderingsväg.
- Total ägandekostnad (TCO): Se bortom inköpspriset till hela kostnaden för att driva maskinen under dess förväntade livslängd – energiförbrukning, reservdelar och förbrukningsvaror, underhållsarbete, operatörsutbildning och kostnaden för förlorad produktion från planerade och oplanerade stillestånd. En maskin som kostar 20 % mer att köpa men har betydligt lägre TCO under tio års drift är det bättre ekonomiska valet.
Trender som formar framtiden för kartongmaskiner
Marknaden för kartongmaskiner utvecklas snabbt som svar på förändringar i konsumenternas förpackningspreferenser, regulatoriska krav, hållbarhetstryck och tillverkningsteknik. Flera betydande trender formar hur kartonger utformas och specificeras idag och kommer att fortsätta att göra det under de kommande åren.
Hållbarhet är en av de starkaste krafterna som omformar kartongförpackningar och därför kartongmaskindesign. När varumärken skiftar från plastförpackningar till kartongkartonger – drivet av både regulatoriskt tryck (förbud mot engångsplaster på många marknader) och konsumenternas preferenser – ökar efterfrågan på kartongmaskiner. Samtidigt skapar nya hållbara kartongdesigner, inklusive kartonger gjorda av återvunnet innehållskartong, tunnare kartong och kartonger med alternativa förslutningsmekanismer som undviker lim, nya utmaningar för kartongmaskiner som måste hantera dessa material på ett tillförlitligt sätt. Maskinleverantörer svarar med känsligare spänningskontrollsystem, justerbara vikkrafter och bredare kompatibilitet med alternativa skivkvaliteter och ytbehandlingar.
Serialiserings- och digitala anslutningskraven fortsätter att intensifieras – särskilt inom läkemedelsförpackningar, där spårbarhet från hela leveranskedjan nu är ett regulatoriskt krav på de flesta större marknader. Kartongmaskiner måste integreras sömlöst med visioninspektionssystem som verifierar utskrivna serialiseringskoder på varje kartong, avvisar icke-överensstämmande förpackningar och laddar upp verifieringsdata till supply chain management system i realtid. Komplexiteten och kraven på datahantering för serialisering har effektivt höjt förväntningarna på baslinjekapaciteten för alla nya läkemedelsförpackningar. I allt högre grad tillämpas samma dataanslutnings- och spårbarhetsmöjligheter i kartongförpackning av livsmedel och konsumentvaror, eftersom återförsäljare och tillsynsmyndigheter utökar spårnings- och spårningskraven utöver läkemedel.













Kontakta oss